-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
제품
CKX 시리즈 - 맞춤형 이중 스핀들 터닝 및 밀링 머신





- 설명
- 기술적인 매개변수
- 문의하기
기술적인 매개변수
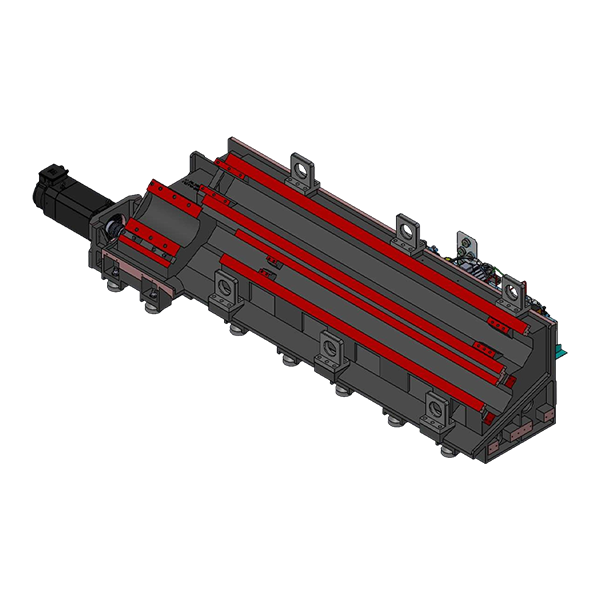 | 베이스 소개 |
| 스핀들 헤드 / 토크 값 | 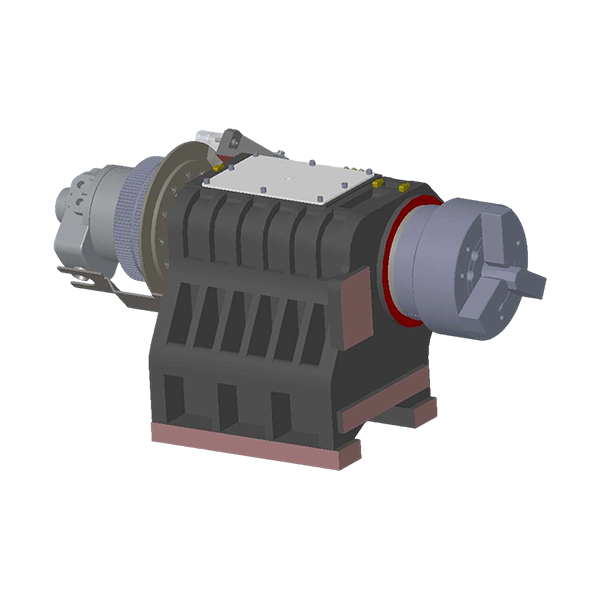 |
 | 슬픈 들 ·Y축은 이중 경화 가이드웨이 레이아웃을 채택하여 유효 스팬을 늘리고 절삭 이송에 최적의 강성을 제공합니다. |
| Y축 보정 ·X축은 이중 하드 레일 구성을 채택하여 유효 스팬을 늘리고 절삭 이송에 최적의 강성을 제공합니다. |  |
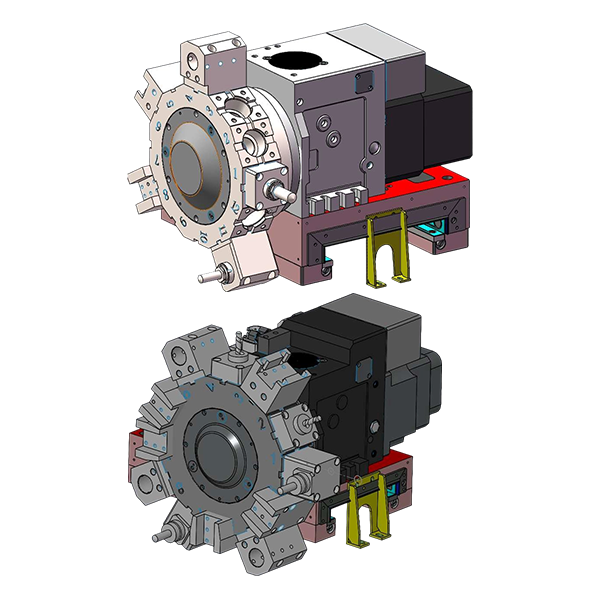 | 힘 포탑 CKX750 |
| 심압대 W축은 이중 경화 가이드웨이 레이아웃을 채택하여 유효 스팬을 늘리고 최적의 피드 강성을 제공합니다. | 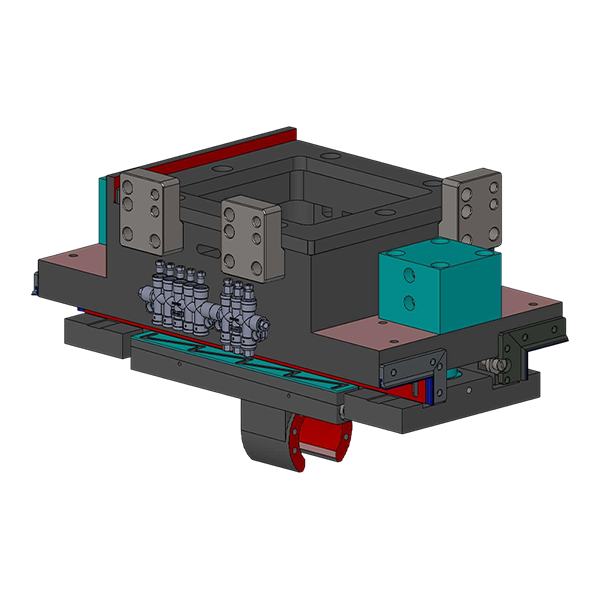 |
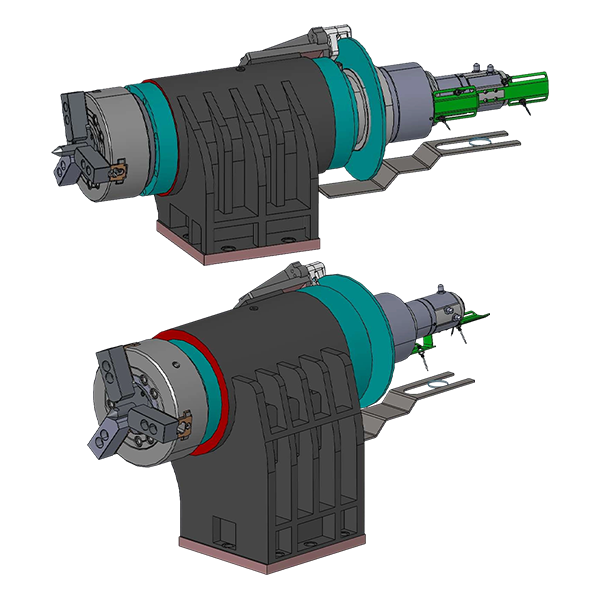 | 전기 스핀들 CKX750 |
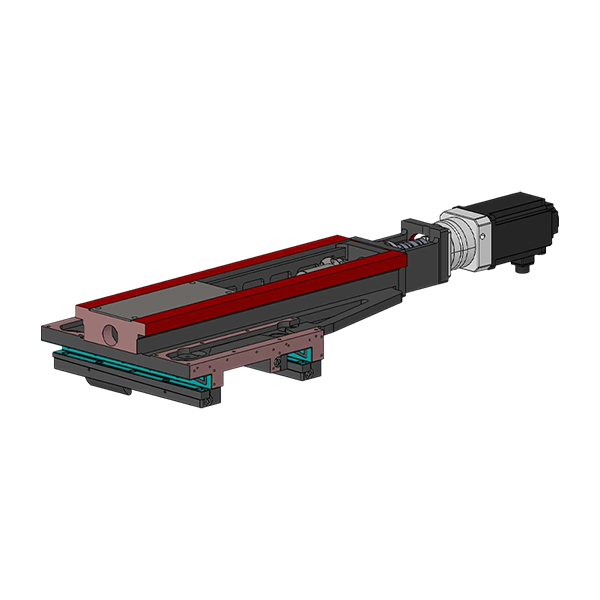
| 센터 휴식 |  |


회사 소개
완벽한 터닝-밀링 기술에만 전념
는 2015년에 설립되어 R&D, 생산, 판매, 서비스까지 전 과정을 총괄하는 종합 제조 및 무역 기업으로 운영되고 있습니다. CNC 갠트리 머시닝 센터, 평면 연삭기, 가이드웨이 연삭기 등 첨단 가공 설비를 갖추고 주조, 조립부터 완제품 판매, A/S 지원까지 생산 전 과정에 걸쳐 엄격한 품질관리를 유지하고 있습니다. 당사의 공작 기계는 혁신적인 디자인, 신뢰할 수 있는 성능, 높은 정밀도, 탁월한 비용 효율성 및 포괄적인 서비스로 널리 알려져 있습니다.
-
0
 설립
설립
-
0+
 건축면적
건축면적
-
0+
 직원
직원
-
0+
 수출국가
수출국가

명예 인증서
인증서





업계 지식
턴밀 복합재료가 실제로 "선반밀"을 능가하는 경우
에이 효율적인 가공 턴밀 복합 공작 기계 부품에 여러 데이텀 변환(선삭, 밀링, 드릴링, 태핑, 중심에서 벗어난 형상, 각진 구멍)이 필요하고 공차 체인이 빡빡할 때 이점을 보여줍니다. 기계 간에 부품을 이동하는 경우 모든 재클램핑으로 인해 오류가 추가되고 설정 시간 및 공정 중 검사에 대한 "숨겨진 비용"이 추가됩니다.
- 동축 프리즘 기능을 갖춘 부품: 하나의 클램핑 동심도와 실제 위치를 더 잘 보존합니다.
- 자주 교체되는 중간 배치: 더 적은 고정 장치와 더 적은 오프셋으로 비절단 시간이 줄어듭니다.
- 고가치 부품: 프로세스가 하나의 제어 시스템에 통합되고 모니터링되면 폐기 위험이 줄어듭니다.
자체 라인에서는 R&D 및 프로세스 개선을 턴밀 복합 기술이라는 한 가지에만 집중하여 반복 속도를 높게 유지하고 플랫폼이 더 낮은 실패율로 더욱 성숙해졌습니다. 시간이 지남에 따라.
데이텀 전략: 동심도와 실제 위치를 보호하는 방법
턴밀 복합재에서 가장 큰 정확도 향상은 미크론 수준의 사양을 따르기보다는 기준 계획에서 나오는 경우가 많습니다. 목표는 모든 작업에서 안정적인 데이텀 세트를 참조하는 기능 표면을 유지하는 것입니다.
공차 누적을 줄이는 실제 규칙
- 기본 위치 지정 직경과 면을 먼저 돌린 다음 해당 표면을 참조하는 피쳐를 밀링합니다.
- 황삭 후 중요한 패턴을 마무리하기 전에 프로빙을 사용하여 "루프를 닫습니다".
- 에이void re-clamping unless necessary; if required, re-establish datum using in-spindle probe and dedicated locating features.
- 도구 경로를 GD&T와 일관되게 유지하십시오. 공차를 마지막으로 유도하는 표면을 마무리하여 변형 효과를 최소화하십시오.
에이 common buyer mistake is “spec shopping” while ignoring datum discipline. In real production, 한 번의 설정으로 데이텀 연속성 일반적으로 더 큰 레버입니다.
B축 대 고정 밀링: 얻는 것, 제어해야 하는 것
에이dding a B-axis (or equivalent multi-axis milling capability) expands the feature envelope—angled faces, compound holes, freeform milling—without secondary setups. The tradeoff is that calibration and process discipline matter more.
| 능력 | 가장 적합한 애플리케이션 | 핵심 관리 포인트 |
|---|---|---|
| 고정각 밀링 | 슬롯, 플랫, 볼트 서클 | 스핀들-작업 오프셋 안정성 |
| B축/다축 밀링 | 에이ngled holes, impellers, complex faces | 로터리 축 교정 프로브 검증 |
부품이 대부분 회전 스톡에서 2.5D 밀링되는 경우 전체 다축이 필요하지 않을 수 있습니다. 하지만 그렇게 한다면 건축업체가 입증된 교정 방법을 보유하고 검증 루틴을 지원하는지 확인하십시오. 이는 R&D 중심 제조업체가 소유 경험을 보다 원활하게 만들 수 있는 부분입니다.
칩 제어: 복합 가공의 가동 시간을 결정짓는 숨겨진 요소
턴-밀 복합 절단은 긴 터닝 칩, 부러진 밀링 칩, 실 같은 드릴링 칩 등 혼합된 칩 유형을 생성합니다. 칩 배출은 외관상 중요한 것이 아닙니다. 표면 조도, 공구 수명, 스핀들 부하 경보는 물론 칩이 재순환될 경우 축 마모에도 영향을 미칩니다.
프로세스에 엔지니어링할 내용
- 선삭에는 칩 브레이커 형상을 사용하십시오. 마무리에 해를 끼치는 경우 과도한 공급으로 칩 브레이킹을 "강제"하지 마십시오.
- 연속 작업을 통해 무거운 선삭으로 인해 섬세한 밀링 기능이 칩 아래 묻히지 않습니다.
- 고압 절삭유는 깊은 드릴링, 절단 및 점착성 재료에 가장 유용합니다.
- 서브 스핀들/보조 고정 영역 주변에 칩이 쌓이는지 확인하십시오. 예상치 못한 가동 중지 시간이 자주 발생하는 원인입니다.
기계를 평가할 때 칩 배출 설계 및 서비스 가능성에 대해 문의하십시오. 실제 매장에서는 칩 안정성은 종종 생산 안정성과 동일합니다. .
열적 행동: "아침은 좋고, 오후는 나쁨"이 발생하는 이유
복합 기계는 하나의 인클로저(메인 스핀들, 밀링 스핀들, 서보, 볼스크류 및 보조 스핀들)에 더 많은 열원을 집중시킵니다. 온도가 변화함에 따라 공구 중심점과 스핀들 성장도 증가합니다. 특히 긴 부품이나 깊은 보어에서 눈에 띄게 나타납니다.
정확도를 안정화하기 위한 현장 전술
- 유휴 실행뿐만 아니라 대표적인 스핀들 속도와 축 동작을 사용하여 워밍업합니다.
- 기계가 안정적인 열 상태에 도달한 후 임계 직경/보어를 마무리합니다.
- 프로빙을 사용하여 보정: 참조 형상을 측정하고 최종 패스 전에 오프셋을 수정합니다.
- 허용 오차가 엄격한 경우 냉각수 온도를 표준화하고 마무리 작업 중에 엔클로저 도어를 닫아 두십시오.
실용적인 내용: 반복성은 열적 일관성에서 비롯됩니다. 일회성 지오메트리 검사 이상입니다.
공구 관리: 충돌을 방지하고 비절삭 시간을 줄이는 방법
터닝 및 밀링 공구 시스템은 동일한 작업 영역을 공유하므로 공구 관리는 생산성을 높이는 요소이자 안전 요구 사항입니다. 충돌은 종종 간과된 공구 길이 변경, 잘못 설정된 작업 오프셋 또는 터닝과 밀링 사이클 간의 좌표 규칙 혼합으로 인해 발생합니다.
표준화할 가치가 있는 프로세스 제어
- 유지하다 효율적인 가공 턴밀 복합 공작 기계 검증된 게이지 길이와 돌출 한계가 있는 라이브러리; 권한 뒤에 편집 내용을 잠급니다.
- 오프셋 드리프트를 조기에 포착하려면 가능한 경우 공구 프리세터 기계 내 측정을 사용하십시오.
- 터닝 및 밀링 작업 모두를 위한 안전한 평면을 표준화합니다. 프로그래머마다 "사용자 정의 안전 평면"을 피하십시오.
- 새로운 프로그램을 위한 드라이런 프로토콜을 도입합니다: 이송 감소, 단일 블록, 척/조 근처 충돌 검사 초점.
이것이 바로 우리가 하나의 기계 유형에만 예비 부품과 기술 지원을 제공하는 이유이기도 합니다. 빠른 응답 가동 시간을 보호하려고 할 때 가장 의미가 있습니다.
복합 가공을 성사시키거나 중단시키는 워크홀딩 선택
턴밀 복합 작업에서 척과 조는 고정 이상의 역할을 합니다. 데이텀을 정의하고 진원도에 영향을 미치며 이송 작업이 안정적인지 여부를 결정합니다. 과도한 클램핑은 벽이 얇은 부품을 변형시킬 수 있습니다. 언더 클램핑으로 인해 표면 마감과 위치 정확도가 손상되는 마이크로 슬립이 발생합니다.
일반적인 시나리오 및 모범 사례
- 얇은 튜브/링: 생산에 사용된 것과 동일한 조임력으로 구멍이 뚫린 부드러운 조를 사용합니다. 스트레스가 안정화된 후 중요한 ID를 완료합니다.
- 긴 샤프트: 심압대/서포트 또는 안정적인 솔루션을 사용합니다. 속도를 높이기 전에 진동 제어를 우선시하십시오.
- 하위 스핀들로 전송: 두 번째 그립이 알려진 표면을 참조하도록 위치 지정 기능(파일럿/숄더)을 추가합니다.
- 회전된 스톡에 대한 높은 토크 밀링: 조 톱니 모양 및 접촉 패턴을 확인합니다. 접촉 불량은 조용한 대화의 원천입니다.
빠른 평가를 원하는 경우: 먼저 워크홀딩을 개선한 다음 매개변수를 조정하세요. 워크홀딩 변경 사항을 통해 결과를 얻을 수 있습니다. 즉각적인 수율 개선 .
전문적으로
공작기계 내 연구개발, 제조, 판매 서비스
산업. 맞춤형 CNC 터닝 및 밀링 머신 그리고 CNC 터닝 및 밀링 복합 센터 공장.
경험이 풍부한 직원과 전문가가 항상 귀하에게 서비스를 제공할 수 있습니다.
기술적인 문제에 대한 전문적인 지도와 해결책.
저작권 © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

